

Achieving vibrant full-color prints on black apparel is one of the biggest challenges in screen printing. Standard CMYK inks are naturally transparent, which means they often lose brightness and appear dull when printed directly onto dark fabrics. Many printers try to compensate by using heavy white underbases and multiple flash cures, but this slows production and creates thick, uncomfortable prints.
Fortunately, there’s a more efficient solution. By combining CMYK printing on black garments with discharge inks for black shirts, printers can create a softer print surface that allows CMYK colors to remain bright, detailed, and true to the original artwork while improving both print quality and production efficiency.
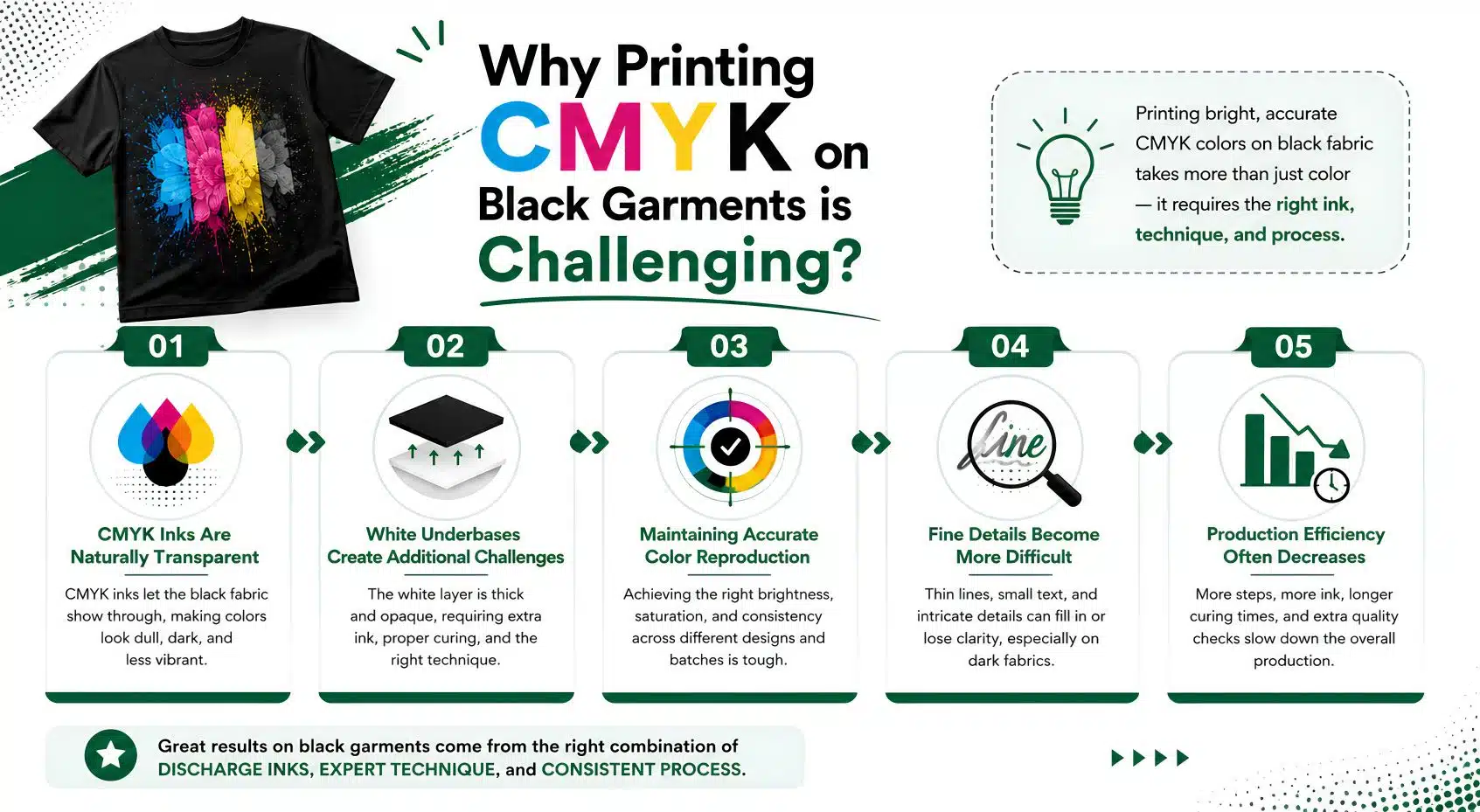
Why Printing CMYK on Black Garments is Challenging?
CMYK printing on black garments is significantly more complex than printing on white or light-colored apparel. While process color printing produces smooth gradients and photorealistic images, the technique relies on transparent inks that are designed to blend optically. On dark fabrics, this transparency becomes the biggest obstacle, often resulting in muted colors, poor image clarity, and inconsistent print quality.
CMYK Inks Are Naturally Transparent
Unlike opaque spot-color plastisol inks, CMYK inks allow the garment color to show through. On white shirts, this isn’t a problem because the fabric acts as a bright, neutral base. On black garments, however, the dark fabric absorbs much of the light passing through the ink, making colors appear dull and lifeless.
This is one of the primary reasons printing CMYK on dark garments requires a completely different production approach than standard process printing.
White Underbases Create Additional Challenges
Most printers solve the transparency issue by printing a white underbase beneath the CMYK image. While this improves color vibrancy, it introduces several production complications:
- Additional screens increase setup time.
- Flash curing becomes necessary between print layers.
- Thick ink deposits create heavier prints.
- Longer production times reduce overall efficiency.
Without proper control, the white underbase can also interfere with ink adhesion and registration during the process of color screen printing.
Maintaining Accurate Color Reproduction
Color consistency becomes much harder on black apparel. Since CMYK relies on overlapping transparent ink layers, even slight registration shifts can produce color contamination, blurred edges, or noticeable halos. Achieving photographic detail requires extremely precise screen alignment throughout the entire print run.
Fine Details Become More Difficult
Photographic artwork often contains subtle gradients, highlights, and shadow transitions. During CMYK screen printing on dark fabrics, these details can disappear if the underbase isn’t properly prepared or if the ink sequence isn’t carefully managed. Maintaining sharp highlights while preserving shadow depth requires careful calibration of both artwork and printing process.
Production Efficiency Often Decreases
Traditional black garment screen printing using CMYK frequently requires multiple flash stations and slower press speeds. Every additional flash cure increases production time, consumes more energy, and reduces throughput, making large production runs less efficient.
Many professional printers overcome these limitations by replacing conventional white plastisol underbases with discharge underbases, allowing the garment itself to become a lighter printing surface. This produces brighter colors, softer hand feel, and fewer production interruptions.
For brands investing in premium custom apparel through professional promotional products, understanding these challenges helps ensure the right printing method is selected for achieving vibrant, high-quality results on dark garments.
What is Discharge Screen Printing?
The discharge screen printing is a water-based technique primarily used on dark or colored cotton garments. Instead of laying down an opaque layer of ink to hide the fabric color, discharge ink contains an activating agent that removes the garment’s original dye during the curing process. As the garment is heated, the dye is discharged from the fibers, leaving behind a much lighter surface that can either appear as the natural cotton color or be overprinted with vibrant inks.
The effectiveness of discharge printing on black apparel depends on achieving the correct curing temperature and allowing enough time for the chemical reaction to complete. During curing, the moisture in the ink evaporates while the discharge agent activates, permanently removing the fabric dye and bonding the print to the garment. Because the ink penetrates the fibers rather than sitting on top of them, screen printing with discharge inks produces an exceptionally soft, lightweight finish with excellent breathability.
This makes discharge printing a preferred choice for premium apparel where vibrant colors, superior comfort, and a soft hand feel are just as important as long-lasting durability. It can be used for diverse purposes such as producing company swags, merch, uniforms, or school spiritwear.
How Does Discharge Ink Change the Game?
Traditional CMYK printing on black garments often depends on a thick white underbase to make transparent process inks visible. While effective, this method adds extra screens, additional flash cures, and longer production times.
Discharge inks for black shirts offer a smarter alternative by removing the garment’s original dye and creating a lighter printing surface directly within the fabric. Instead of building layers of white ink, discharge transforms the shirt itself into the ideal base for process color printing.
Creates a Natural Printing Surface
Unlike plastisol underbases that sit on top of the garment, discharge ink chemically removes the dye from dark cotton fabrics during curing. This exposes the natural cotton fibers, allowing CMYK inks to absorb into the fabric rather than rest on a slick ink layer.
The result is brighter colors, improved detail, and a significantly softer print.
Produces More Vibrant CMYK Colors
Because the discharge base is much lighter than the original black fabric, transparent CMYK inks retain their intended brightness. Reds become richer, blues appear cleaner, and subtle gradients remain visible instead of becoming muddy.
This is why CMYK discharge printing is widely used for high-end photographic artwork and full-color apparel graphics on dark garments.
Reduces Flash Curing Requirements
One of the biggest production advantages of printing CMYK on dark garments with discharge is the reduction in flash curing. Since the CMYK inks bond directly to the discharged fibers, printers often eliminate several intermediate flashes that would otherwise be necessary with plastisol underbases.
Benefits include:
- Faster production speeds
- Lower energy consumption
- Reduced press downtime
- Improved registration consistency
These efficiencies become especially valuable for large production runs and repeat orders.
Creates a Softer Hand Feel
Heavy white underbases can leave prints feeling thick and rubbery. By contrast, discharge printing integrates the ink into the garment fibers, producing a much softer finish that customers immediately notice.
This premium feel is particularly important for fashion collections, retail apparel, and branded merchandise where comfort directly influences perceived product quality.
Ideal for Premium Apparel Production
Modern discharge ink printing techniques have become a preferred solution for brands seeking vibrant prints without sacrificing comfort. Whether producing retail collections through bulk apparel orders, premium branded apparel, or flexible on-demand merchandise, discharge printing helps achieve professional-quality results while improving production efficiency.
By replacing traditional white underbases with discharge, printers gain brighter CMYK images, softer garments, and a faster workflow—making it one of the most effective methods for producing premium full-color prints on black cotton apparel.
How Does Discharge Ink Help Print CMYK on Black Garments?
One of the biggest obstacles in CMYK printing on black garments is that CMYK inks are transparent. Unlike opaque plastisol inks, process colors depend on a bright surface underneath to reflect light and display accurate color. On black fabric, these inks become dull and muddy because the dark garment absorbs much of the light passing through the ink.
This is where discharge inks for black shirts completely change the printing process.
It Creates a Light Printing Base
The discharge screen printing process removes the dye from dark cotton garments during curing instead of covering it with a thick white ink layer. Once the dye is discharged, the garment fibers become much lighter, effectively creating a natural underbase for CMYK inks.
Because the CMYK colors are now printed onto a lighter surface, they appear:
- Brighter
- More vibrant
- More color accurate
- Richer in contrast
This makes CMYK discharge printing an ideal solution for photographic artwork and detailed full-color graphics.
Eliminates Many Problems of White Underbases
Traditional white plastisol underbases often require multiple flash cures to prevent CMYK inks from lifting or smearing during production. They can also leave prints feeling thick and rubbery.
Using discharge ink helps eliminate many of these issues by:
- Reducing the number of flash stations required.
- Improving ink adhesion.
- Producing smoother color transitions.
- Creating a softer hand feel.
As a result, printing CMYK on dark garments becomes faster and more efficient while delivering a noticeably better finished product.
Produces Softer Premium Prints
Unlike heavy plastisol layers that remain on the surface of the garment, discharge ink works within the cotton fibers themselves. The CMYK inks then bond directly with this discharged area, creating prints that feel much lighter and more breathable.
This softer finish is especially valuable for premium fashion apparel where comfort is just as important as visual quality.
Businesses producing retail collections or high-volume apparel often rely on experienced contract screen printing services to consistently reproduce these complex process-color jobs with accurate registration and professional results.
Discharge printing also improves production efficiency because fewer flash cycles mean shorter press times and higher throughput. Combined with proper color separation and careful press calibration, it allows printers to reproduce detailed photographic images that would be difficult to achieve using conventional underbase methods alone.
For brands seeking scalable production with premium-quality prints, many also pair this workflow with professional contract decoration services to maintain consistent quality across large apparel programs while reducing production complexity.
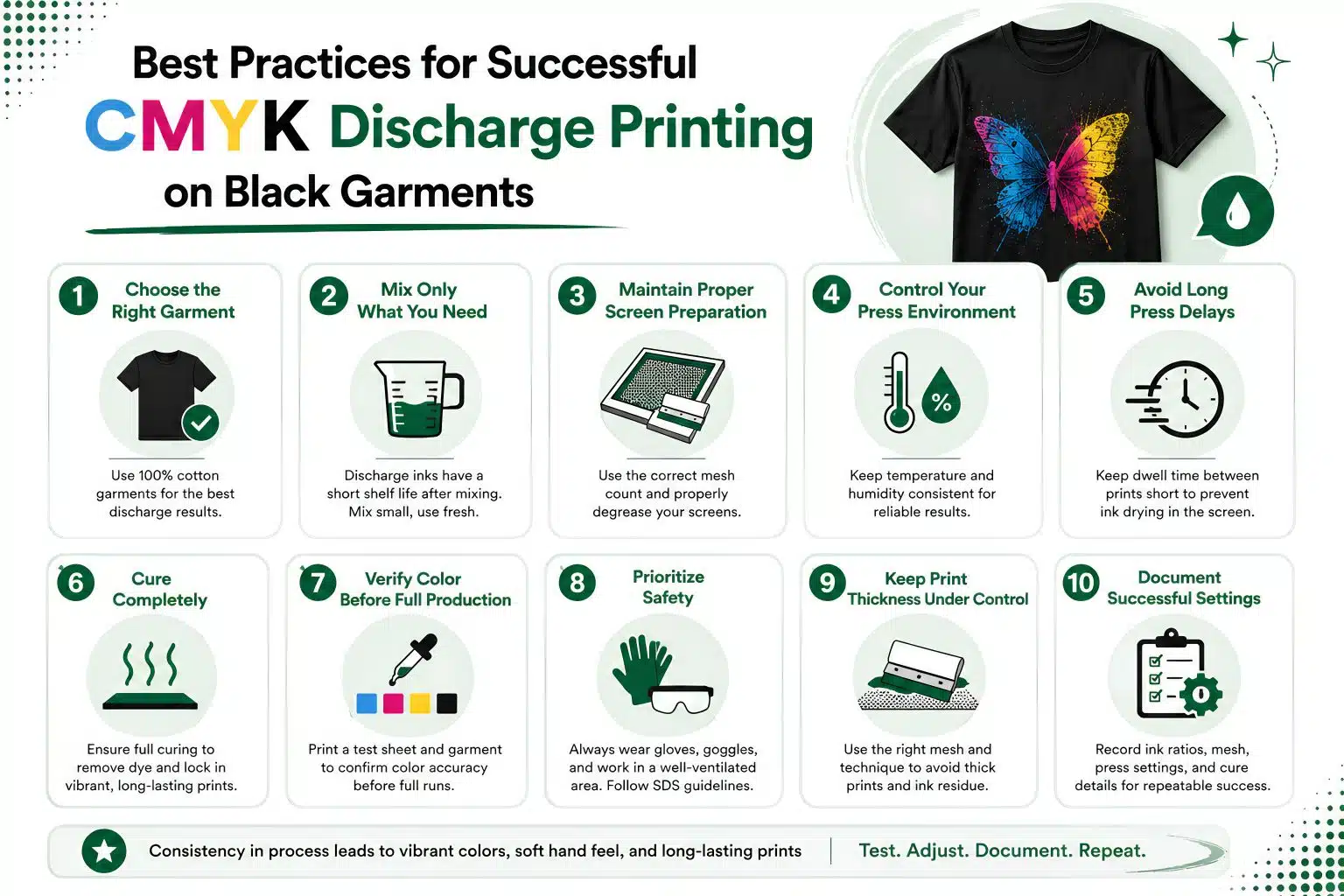
Best Practices for Successful CMYK Discharge Printing on Black Garments
Mastering CMYK printing on black garments requires more than simply swapping a white underbase for discharge ink. Because discharge inks behave differently from plastisol, following the right production practices is essential for achieving vibrant colors, soft prints, and consistent results.
1. Choose the Right Garment
Not every black shirt responds well to discharge printing. The best results come from 100% ring-spun cotton garments dyed with discharge-friendly reactive dyes. Some heavily pigmented or polyester-rich fabrics may discharge unevenly, producing inconsistent color.
Always test unfamiliar garments before beginning full production.
2. Mix Only What You Need
Discharge activators begin reacting shortly after they are mixed into the ink. For this reason, prepare only enough ink for the current production run instead of mixing large batches that may lose effectiveness over time.
Freshly activated ink consistently delivers brighter and cleaner discharge results.
3. Maintain Proper Screen Preparation
Fine mesh counts and properly tensioned screens help preserve the smooth gradients required for process-color printing. Clean screens also minimize unwanted artifacts during CMYK discharge printing, especially when printing photographic images.
Proper stencil quality directly affects image sharpness.
4. Control Your Press Environment
Temperature and humidity influence discharge performance. High humidity may increase drying times, while excessive heat can prematurely dry the ink inside the screen.
Maintaining a stable print environment helps produce consistent results throughout the run.
5. Avoid Long Press Delays
Because discharge ink remains chemically active after mixing, extended pauses during production can reduce printing performance. If production stops for an extended period, stir the ink thoroughly and evaluate whether fresh ink should be prepared.
Continuous printing usually delivers the most consistent discharge.
6. Cure Completely
The discharge screen printing process is only successful when the garment reaches the proper curing temperature for the required amount of time. Under-curing prevents complete dye removal, while inconsistent curing may cause faded colors or poor wash durability.
A fully cured print produces vibrant colors and excellent longevity.
7. Verify Color Before Full Production
Every garment brand reacts differently during printing CMYK on dark garments. Running a small production sample allows you to evaluate color brightness, discharge effectiveness, and overall print appearance before committing to large quantities.
This simple step reduces waste and prevents costly production errors.
8. Prioritize Safety
Discharge activators require proper ventilation and safe handling procedures. Operators should follow manufacturer recommendations, wear appropriate protective equipment, and work in well-ventilated production areas to maintain a safe printing environment.
9. Keep Print Thickness Under Control
One major advantage of discharge printing is its exceptionally soft hand feel. Avoid applying excessive ink deposits that reduce flexibility. Thin, controlled ink layers allow CMYK colors to remain vibrant while preserving garment comfort.
10. Document Successful Settings
Once you achieve excellent results with a particular garment and artwork combination, record your:
- Heat settings
- Cure time
- Mesh count
- Squeegee pressure
- Ink mixing ratios
Maintaining production records makes future CMYK printing on black garments faster, more repeatable, and far more consistent—especially for repeat customer orders.
To Wrap Up
Successfully mastering CMYK printing on black garments comes down to choosing the right underbase, controlling your curing process, and understanding how discharge inks interact with cotton fabrics. By replacing traditional white plastisol underbases with discharge, printers can achieve brighter colors, softer hand feel, and more efficient production.
Whether you’re producing retail apparel or large-volume commercial orders, partnering with an experienced provider like Shirt.co ensures consistently high-quality results. Beyond professional screen printing, Shirt.co also offers DTF transfers, premium embroidery services, and scalable union contract services, making it a trusted partner for businesses seeking complete custom apparel manufacturing solutions.
FAQs
1. Can you print true CMYK directly onto black shirts without a white underbase?
Technically, yes—but the results are usually poor. Because CMYK inks are transparent, printing directly onto black fabric causes colors to appear muted and lose detail. Professional printers typically use either a white underbase or a discharge underbase to achieve vibrant process-color prints.
2. Does discharge printing work on polyester or blended garments?
Discharge printing works best on 100% cotton garments dyed with reactive dyes. Polyester and many cotton-poly blends do not discharge effectively because the synthetic fibers do not contain removable dye, resulting in faded or inconsistent prints.
3. Is discharge printing more expensive than traditional screen printing?
Discharge printing can have slightly higher material and production costs because it requires specialized inks, activators, and more controlled curing. However, many brands choose it for premium apparel because it delivers softer prints and superior color quality on dark garments.
4. Can discharge printing reproduce photographic images?
Yes. When paired with proper color separations and accurate press registration, discharge underbases make photographic CMYK screen printing on dark fabrics possible by creating a lighter surface that supports smooth gradients and realistic color transitions.
5. Why do some black shirts discharge to brown instead of white?
Not all black garments use the same dye formulation. Depending on the dye chemistry, discharged areas may appear tan, brown, gray, or cream rather than bright white. Testing garments before production is the best way to predict discharge results.
6. How do professional printers reduce color shifts during CMYK discharge printing?
Professional print shops control variables such as screen tension, mesh count, ink viscosity, humidity, curing temperature, and garment selection. Consistent calibration throughout production helps maintain accurate process colors and minimizes registration issues.
7. Is discharge printing environmentally friendly?
Many discharge systems are water-based and produce softer prints with lower ink buildup than plastisol. However, environmental impact depends on the specific discharge chemistry, ventilation practices, waste management, and manufacturer formulations used during production.
8. When should I choose discharge printing instead of DTF or embroidery?
Discharge printing is ideal for large, soft, full-color artwork on cotton garments. If your design contains intricate photographic details, discharge printing often produces a softer finish than DTF. Embroidery remains the better option for logos, hats, and premium textured branding.



